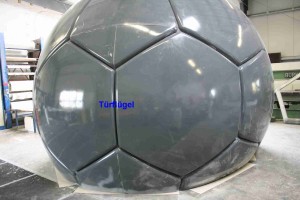
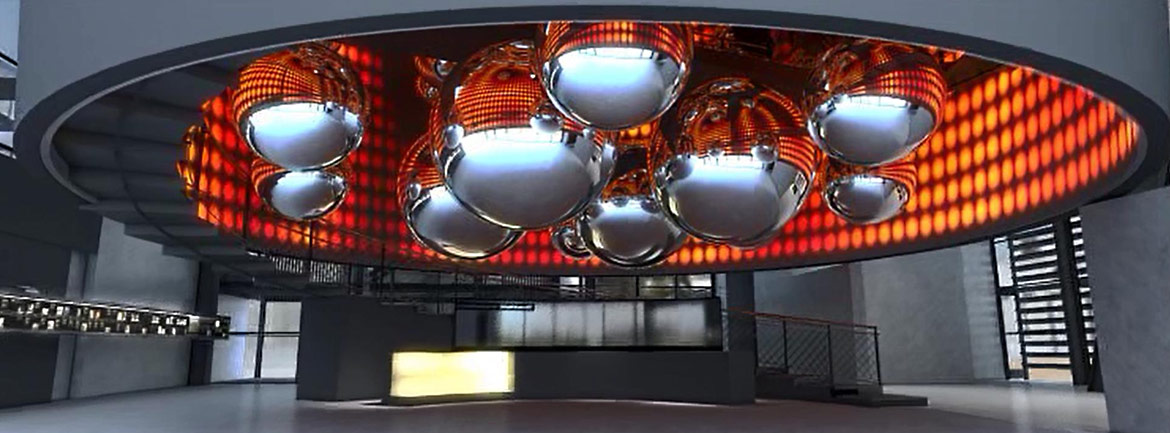
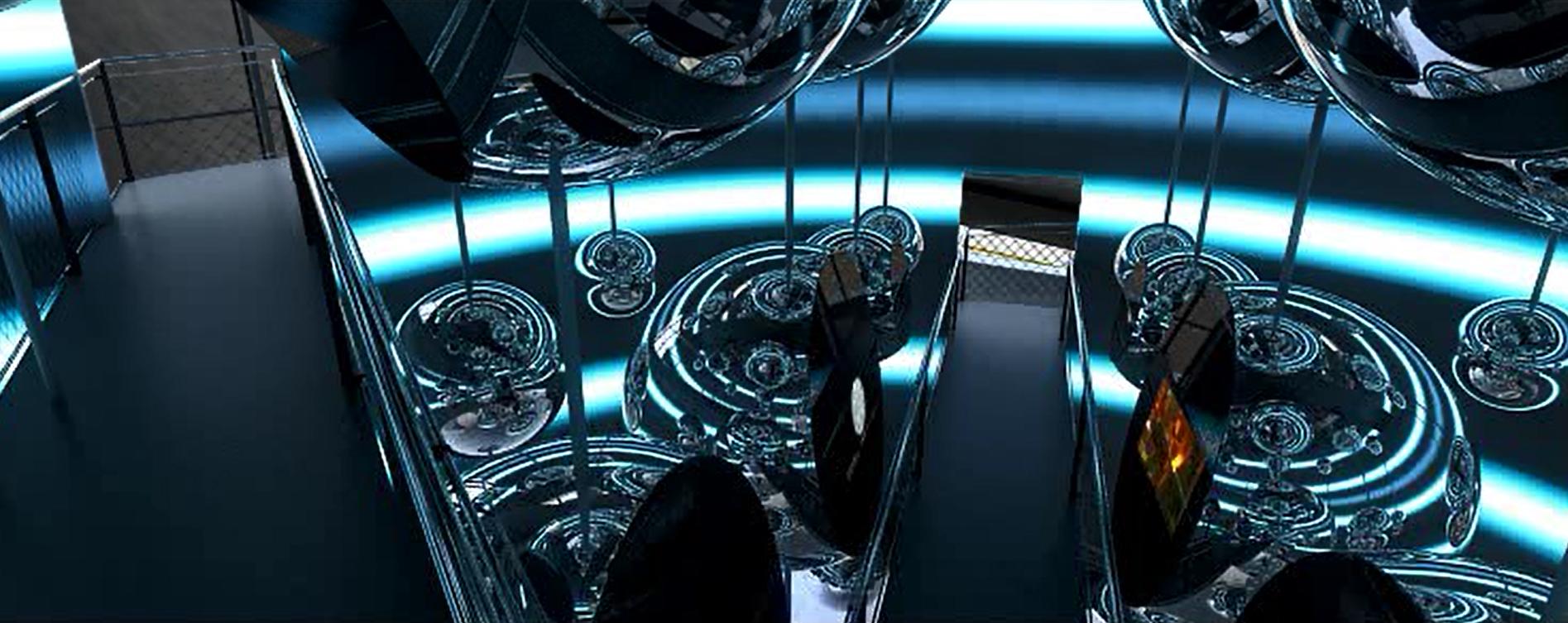
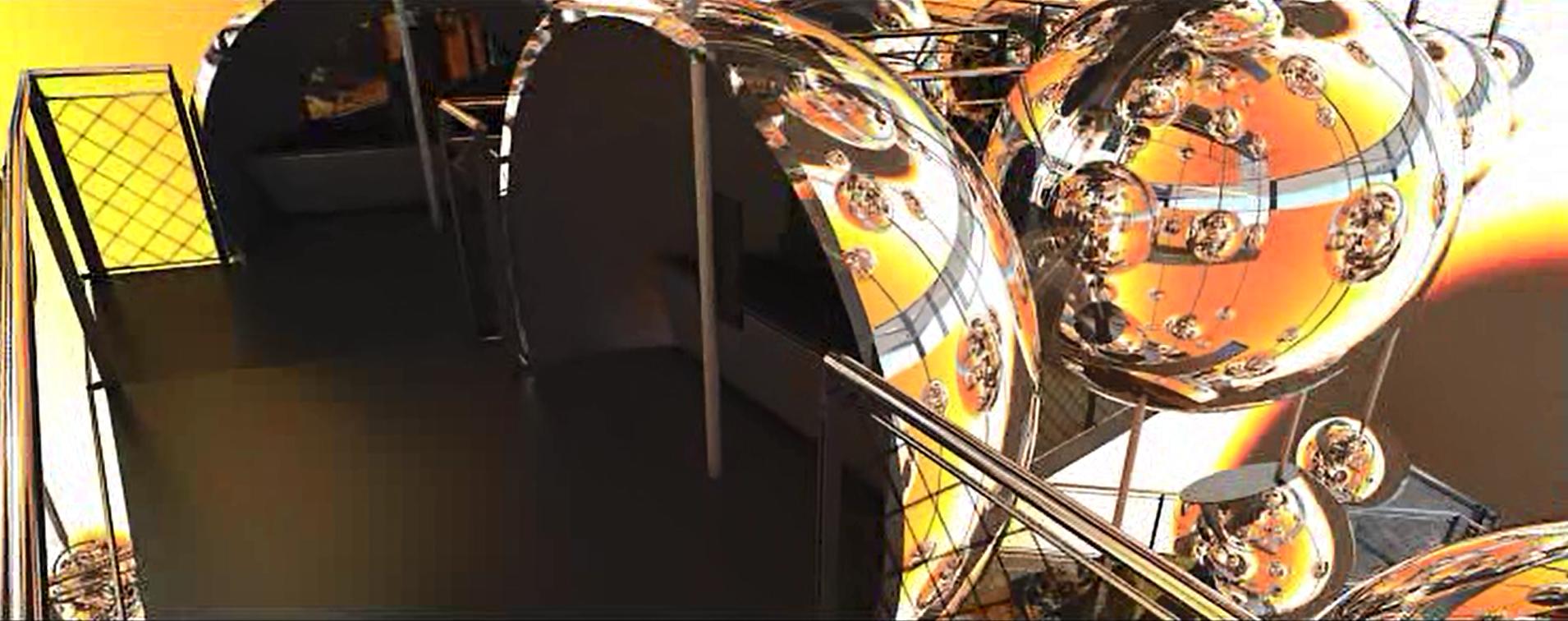
Mit einem Kugeldurchmesser von 3 Metern hat ACCENTFORM die weltweit größte einteilige Spiegelkugel für die Ausstellung ILA in Berlin hergestellt. Die Idee war, einen spiegelbildlichen und verzerrten Schriftzug an der Decke der Ausstellungshalle so durch die Spiegelkugel abzubilden, dass der Schriftzug auf der Kugel gerade erscheint, während alle anderen Abbildungen in der Kugel verzerrt erscheinen.




Die Herstellung von verspiegelten Objekten erfordern hohe fertigungstechnische Aufwendungen und ein sehr exklusives Know-how. Verspiegelte Oberflächen verzeihen nicht den geringsten Fehler. Jeder Pickel, jede Unebenheit wird durch die Spiegelwirkung sofort sichtbar. Deshalb erfordert jeder Fertigungsschritt zur Herstellung der verspiegelten Kugel höchste qualitative Ausführung.




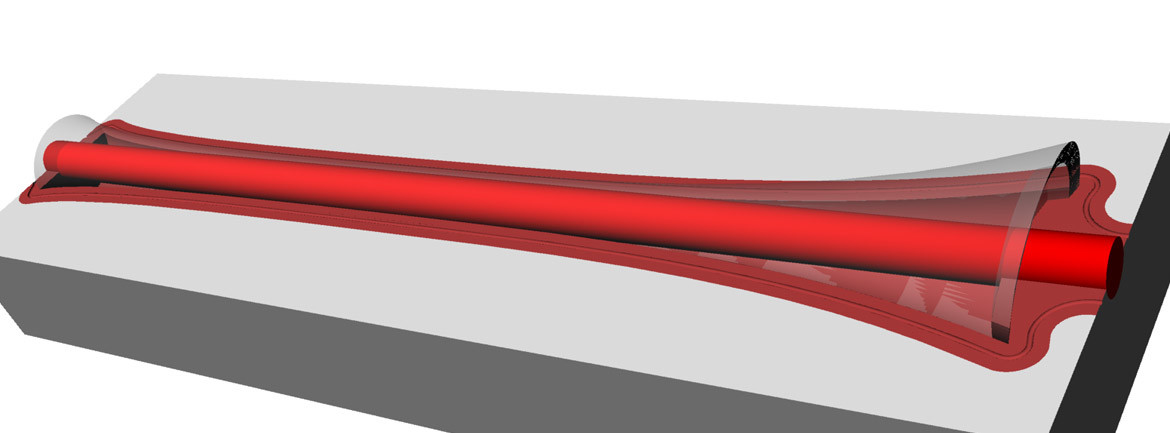
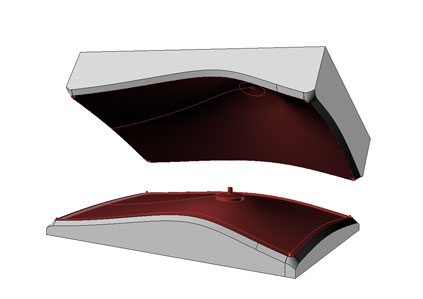
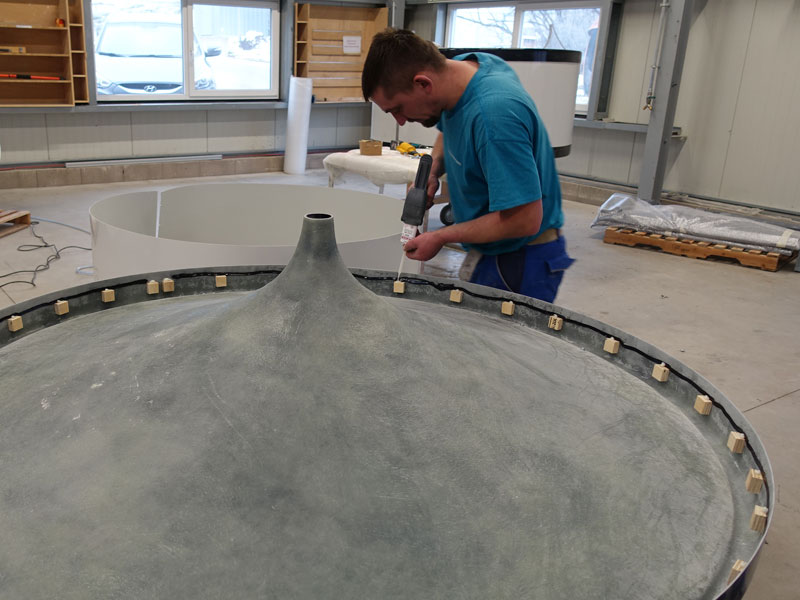
Zuerst wird die 3m – Kugel aus zwei Hälften mit einer Wandstärke von ca. 4 mm in glasfaserverstärkten Kunststoff laminiert. Anschließend werden die beiden Halbschalen zu einer Kugel zusammengesetzt. Um die Nahtstelle dauerhaft und sicher zu verbergen, erhält wird der Bereich von der Außenseite eingeschliffen und mit einen zusätzlichen GFK- Laminat ummantelt. Anschließend wird die rohe Kugel über Stunden bei ca. 75° Grad getempert. Durch das Tempern (Erhitzen über einen längeren Zeitraum) dehnen sich die im Laminat eingeschlossenen Luftbläschen aus und zeichnen sich an der Oberfläche der Kugel ab. Diese Fehlstellen werden während der Temperung aufgestochen und ausgeschliffen. Anschließend werden diese Fehlstellen gespachtelt. Durch die Temperung findet gleichzeitig eine „Nachhärtung“ statt. Durch die hohen Temperaturen werden die nicht vernetzten Moleküle angeregt sich zu verbinden. Der Anteil der chemisch nicht gebundenen Moleküle im frischen GFK- Laminat kann bis zu 3 % betragen. Nach der Temperung ist das Laminat soweit ausgehärtet, dass auf Dauer keine Verformung durch „Kriechen“ mehr stattfinden kann. Erst jetzt ist die Grundlage geschaffen, kleinste geometrische Unebenheiten durch spachteln und straken zu egalisieren. Anschließend erhält die Kugel einen Füllerauftrag, der eine erste Barriere zwischen den GFK- Laminat und der späteren Verspiegelung darstellt.
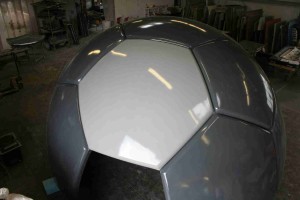
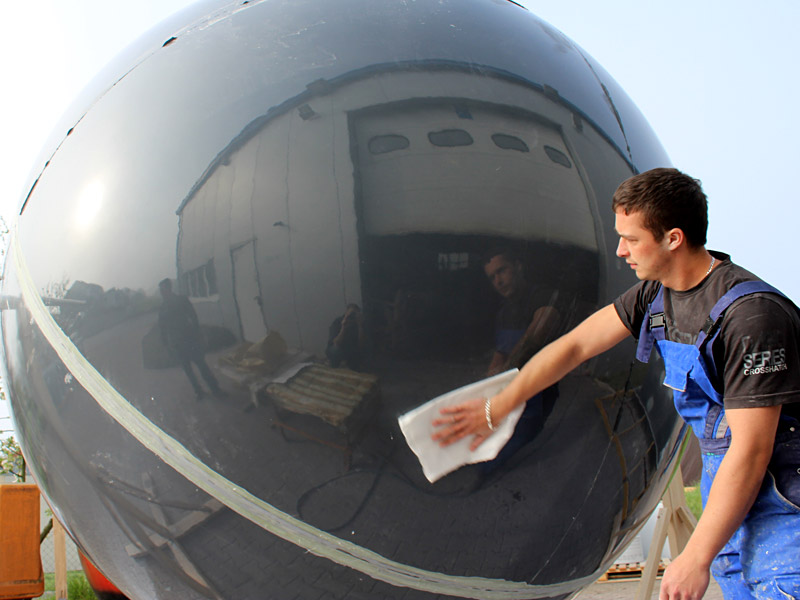
Die weitere Bearbeitung der Mega- Kugel erfolgte dann bei der Firma Blach in Ansbach. Die Firma Blach ist seit Jahrzehnten darauf spezialisiert, Oberflächen von Kunstwerken, Fahrzeugen und Luxusprodukten zu verspiegeln. Produkte die mit einem chemischen Spritzverfahren verspiegelt werden, müssen während des Verspiegelungsvorgangs vollständig mit einer wässerigen Lösung umspült werden. Somit musste die Kugel mittels eines überdimensionalen Spießes aufgenommen und gedreht werden.





Als erster Schritt erfolgt eine Vorlackierung um eine glatte Oberfläche zu erreichen. Diese vorlackierte Oberfläche wird nochmals nass geschliffen um kleinste Unebenheiten und Einschlüsse zu beseitigen. Anschließend erfolgt der Auftrag eines Grundlackes, der eine brillante Oberfläche bewirken soll. Darauf wird die chemische Metallisierung mittels Silber- Kolloiden aufgebracht. Die Silber- Kolloide bestehen aus kleinsten Silberplättchen die nur wenige Moleküle dick sind. Diese Silberplättchen scheiden sich an der Oberfläche des Grundlackes ab und bilden die eigentliche Spiegelfläche. Jegliche Verunreinigungen und Störungen an der Oberfläche bewirken, dass die Silber- Kolloide sich nicht eben ausrichten und dadurch die Spiegelfläche matt wird. Diese Fehler sind nicht mehr zu korrigieren, als Folge muss das gesamte Bauteil nochmals abgeschliffen und einen neuen Grundlackaufbau erhalten. Nach der Verspiegelung erhält die Oberfläche, die aus reinem Silber besteht, einen Klarlackauftrag. Der Klarlack soll das Silber vor Korrosion und mechanischen Beschädigungen schützen. Die Kosten von verspiegelten Oberflächen können bis zu 1.500,- €/m² betragen.
….

Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren