ACCENTFORM hat für die Formel-1 Rennstrecke in Nürburg dreidimensional und ergonomisch geformte Sitzbank mit einem spektakulären Look hergestellt. Die hochglanzpolierten Sitzbänke lassen sich mithilfe integrierter Verschlusstechnik in einer endlosen, schlangenartigen Schleife zu einem “Sofa” verbinden oder einzeln aufzustellen.
Die Bänke könnten auch zu einem riesen Kreis zusammengestellt werden. Als Endstücke wurden abgerundete, halbkreisförmige Hockers vorgesehen. Alle Bänke wurden mit verstellbaren Füßen ausgerüstet, so dass Unebenheiten im Boden ausgeglichen werden können. Die Oberflächenbeschichtung wurde mit scheuerfestem Sichtgelcoat ausgeführt, sodass sie dauerhaft gegen Abrieb geschützt sind.
Mit über 85 Lifestyle-Marken-Shops auf 3 Etagen bietet das neue Shoppingcenter DAS GERBER in Stuttgart ein umwerfendes Einkaufserlebnis mitten in der Stadt. Um dem selbstdefinierten Anspruch „Urban Flair & Style“ nicht nur im grandiosen Angebot für Bummler, Shopper und Genießer gerecht zu werden, musste auch die Sitzmöblierung im Center eine besondere Designsprache sprechen – „normale“ Bänke wären hier Fehl am Platz. So beauftragte der Projektentwickler die Firma ACCENTFORM mit der Produktion von maßgefertigten und formschönen Chill-Out-Sitzen für den Interieur-Bereich des Shoppingcenters.
Bei ACCENTFORM wurde bei diesem Projekt erstmals eine Polyurethan-Spritzmaschine eingesetzt, mit der die gefrästen Styropormodelle bepastet wurden – insgesamt drei Stück aus jeweils Ober- und Unterform. Nach ihrer Aushärtung wurden sie erneut im ACCENTFORM-Fräszentrum bearbeitet, um die endgültige Oberfläche der Sitze präzise in Form zu bringen. Nach der Komplettierung fertigte ACCENTFORM schließlich von den Modellen auf konventionelle Art die Formen für die Laminierung.
Da ein sichtbares Carbonmuster der späteren Oberfläche den Hingucker verpassen sollte, musste vor dem Laminieren in verschiedenen Probeversuchen die beste Legeweise des Carbons herausgefunden werden – hier verband sich der hohe Anspruch mit der großen Erfahrung von ACCENTFORM in idealer Art und Weise.
Nach der Hochzeit von Ober- und Unterform wurde in der Oberflächenbearbeitung ein spezieller Carbonfüller sowie Grundfarbe verwendet, um als Finish und für den besonderen Glanz mit Klarlack schließlich eine hochglatte und haptisch angenehme Oberfläche zu erhalten.
Doch was ist ein Sitz ohne Polster?! Damit die Sitze bequem und für eine längere Pause geeignet sind, nähte unser Polsterer passende Kunstleder-Einzelstücke mit attraktiven Steppmuster. Diese Polsterflächen wurden anschließend aufwändig mit dem Sitz vernäht: Mit 60 Bohrlöchern pro Meter und mit einem ruhigen Händchen mit Nadel und Steppgarn, Loch für Loch. Schöne Dinge sind eben oftmals mit viel Handarbeit verbunden, das perfekte Ergebnis belohnt dafür um so mehr!
ACCENTFORM produziert, liefert, lackiert und montiert rekordverdächtig große transportable GFK-Baumtröge. Die GFK-Baumtröge sind im Design einer Blumenvase ausgeführt und sind maßgebliche Gestaltungselemente im Atrium des Hotelneubaus. Ein weiterer Baumtrog wird den Mittelpunkt des Verkehrskreisels gestalten.
Die 4,70 m hohen und 4,20 m breiten GFK-Vasen sind durch eine GFK-Sandwichstruktur selbsttragend. Obwohl die im neuen Design erstellten Vasen eine Oberfläche von über 60 m² besitzen, beträgt das Gesamtgewicht des Leichtbaus pro Vase nur 500 kg.
Da die heutige Biotechnologie noch keine adäquaten Blumen für Vasen dieser Größenordnung bietet, erhalten die Vasen eine Bepflanzung mit Bäumen. Ein Objekt wird zusätzlich mit einer begehbaren Plattform ausgestattet.
Die Oberfläche der GFK-Blumenvase erhält eine goldfarbene metallic Lackierung.
Ein “normaler” Straßentransport der überdimensionalen GFK – Blumenvase ist (fast) nicht möglich, deswegen haben wir uns für die Quelle des Ursprungs entschieden. Der Transport der GFK – Blumenvasen erfolgt mittels eines Binnenschiffs vom Mittellandkanal bis hin zum Rheinufer. In der Nacht wird der Schwertransport-LKW beladen um die GKF-Baumtröge zum ca. 12 km entfernten Verladehafen am Mittellandkanal zu verbringen. Die Verladung auf das Binnenschiff “Susanne” in Duisburg beginnt – und somit die Reise nach Bonn am Rhein.
Webcam Bonner Bogen:
Beobachten Sie live den Baufortschritt am 5*-Hotel Kameha-Grand im Bonner Bogen – klicken Sie hierzu auf den folgenden Link: www.bonnvisio.com/webcam
06.10.2009 9:33 Uhr – Die Anlieferung der Vasen erfolgt, der Kran baut sich auf, das Einsetzen der Vasen in das Hotel beginnt… Um 14:48 Uhr verschwand die letzte der vier Vasen durch die Öffnung im Dach. Nun bleibt noch die Montage und der Innenausbau – aber das ist eine andere (Bilder-) Geschichte.
Mit ACCENTFORM werden Weihnachtsmärchen wahr: Pünktlich zur kalten Jahreszeit haben wir im Auftrag der Firma ipoint und riesige, aufsehenerregende Weihnachtskugeln für den Berliner Friedrichstadt- Palast gefertigt. Die überdimensionale Kugeln haben einen Durchmesser von 1,25 bis 1,95 Meter und eine Wandstärke von knapp 5 mm.
Mit einem effektvollen Klarlacküberzug versehen, strahlen die Weihnachtskugeln in den Farben Silber, Gold und Violett und sind nicht nur optisch ein Augenschmaus, sondern bringen auch so manches Herz zum Leuchten. Die Besucher des Friedrichstadt- Palastes erleben in diesen Tagen ein imposantes Weihnachtsspektakel: Von der perfekten Revue bis hin zur beeindruckenden Dekoration einfach eine runde Sache!
Für die Bundesgartenschau in Koblenz (2011) produzierten wir diese ansehnlichen GFK-Pflanztröge. Durch die rumpfähnliche Form des Trogs und den dann darin verpflanzten Bäumchen, sollten so Assoziationen an Segelboote hervorgerufen werden. Die ebene Oberfläche wurde mit einer feinkörnigen, matten und granitfarbenen Steinoptik versehen.
Die Tröge sind witterungs- und UV-Strahlenbeständig. An den Stirnseiten wurden die Tröge vertikal geteilt und können durch eine Schraubverbindung montiert werden. Innenseitig wurden die Ausstellungsstücke so verstärkt, dass sie auch einer dichten Befüllung mit Erde und Wasser standhalten können.
GFK – Pflanzring
Für das Alfried Krupp Krankenhaus in Essen durften wir für die Gestaltung des Attriums einen Pflanzring aus glasfaserverstärktem Kunststoff (GFK) anfertigen.
Der Pflanzring wurde hergestellt im Handauflegeverfahren (Handlaminat), weist einen Durchmesser von 3000 mm und eine Höhe von 600 mm auf. Die Oberfläche ist lackiert in RAL 9007 graualuminium.
ACCENTFORM fertigt vor Ort individuelle Schwimm- und Koi-Teiche aus GFK. Aus Kostengründen werden zumeist Garten- und Koiteiche mit Folien ausgekleidet. Ein wesentlicher Nachteil ist jedoch, dass sich eine Folie nicht faltenfrei der Teichgeometrie anpassen lässt und sich dort die Ausscheidungen der Teichbewohner ansammeln. Durch das dann entstehende Stickstoffdepot leidet die Wasserqualität. Ein Teich aus GFK (glasfaserverstärkten Kunststoff) kann vor Ort laminiert werden. Dabei wird die zuvor ausgehobene Geländegeometrie mittels einer ca. 3 – 4 mm starken GFK- Schicht ummantelt. Sämtliche Unebenheiten des Geländes werden abgebildet, jedoch ist die Oberfläche glatt und faltenfrei. Auch ist es fast unmöglich Löcher in das GFK Laminat einzustechen, da die Glasfasern eine sehr hohe Widerstandsfestigkeit besitzen. Bedingt durch das Fertigungsverfahren sind Teichflächen erst ab ca. 100 m² (Geländefläche) sinnvoll in GFK.
Fertigungsablauf:
Sie gestalten Ihren Teich nach Ihren Wünschen und beachten einen sinnvollen Wasseraustausch (Einlauf, Auslauf, Pflanz-, Filter- und Laichzonen, etc).
Wir führen vor Ort eine nochmalige Überprüfung des Bauwerkes durch und disponieren unsere Fertigungskolonne. Für die Fertigung ist eine trockene Witterung mit Temperaturen von mindestens 20 Grad erforderlich. Am Vortrag wird die die Baustelle eingerichtet, so dass am eigentlichen Produktionstag die Fertigung ab 8:00 Uhr starten kann. Für eine Fläche von ca. 150 m² wird dann reine Arbeitszeit von ca. 12 Stunden benötigt. Die Geländeoberfläche muss zuvor gegen Erdfeuchtigkeit mittels wasserdichten Textilfasern oder Folien abgesperrt werden. Wir setzen zur Fertigung eine Faserspritzmaschine ein, die die Glasfasern mit einem beliebig eingefärbten Harzgemisch verspritzt. Die aufgespritzten Schichten werden angerollt (entlüftet). Eine abschließende harzreiche Versiegelung beendet den Oberflächenauftrag und schützt das Laminat dauerhaft vor dem Wasser.
KOSTENSCHÄTZUNG für 150 m² Geländeoberfläche mit ca. 3 – 4 mm GFK Laminat
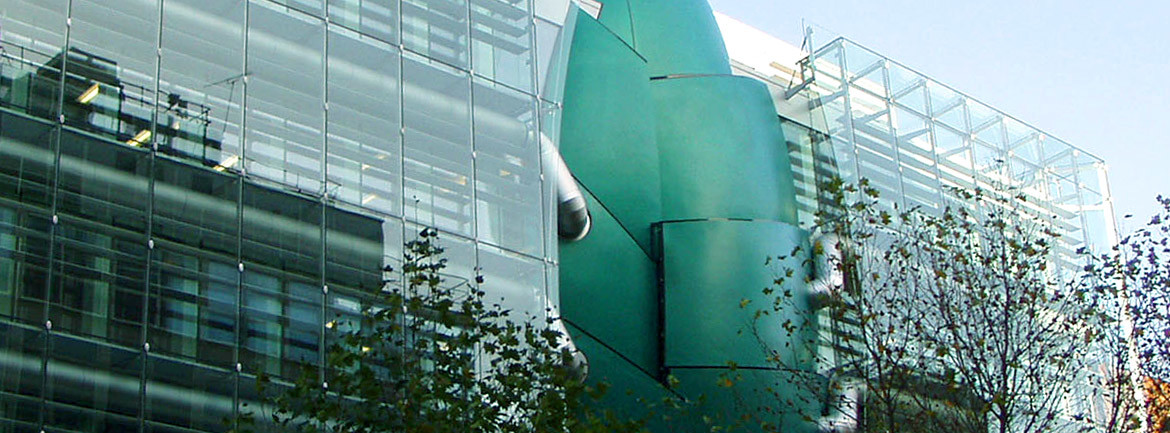
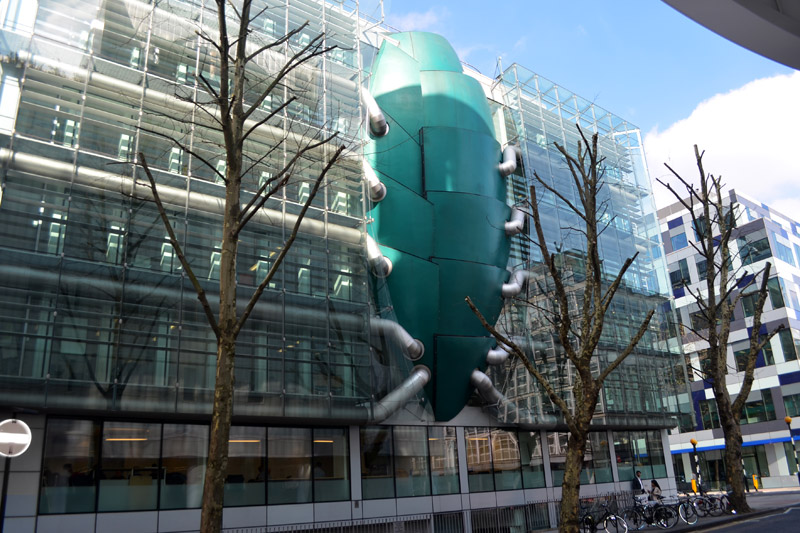
Für die eindrucksvolle, architektonische Außengestaltung eines Londoner Geschäftshauses fertigte ACCENTFORM 11 optisch markante Fassaden-Elemente aus GFK. Die 3D-Sandwichpaneele fungieren nicht nur als spektakuläre Außenelemente des Gebäudes, sondern visuell auch als prägnante Innenfassadendetails.
GFK Fassade in London
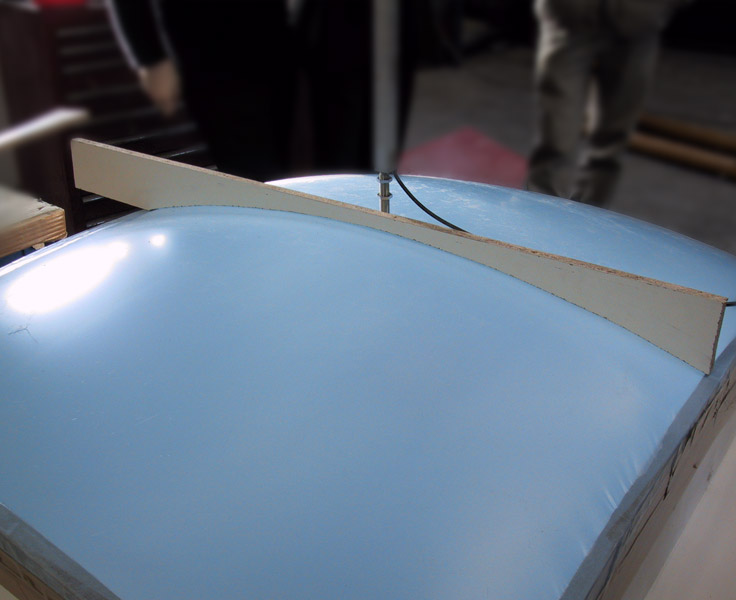
Im Vorfeld wurde dem Kunden anhand eines »Mini«-Modells zunächst eine 3D-Konturgebung demonstriert. Anschließend ging es in die aufwändige Produktion. Ganz nach dem Motto »Jedes Segment ein Unikat« bewegen sich die größentechnischen Dimensionen der verschiedenen Paneele zwischen ca. 8 m2 / ~300 kg und 40 m2 / ~2000 kg. Da es die kreative Idee war, die 11 unterschiedlich großen Sandwichteile frei in der Luft zu formen, wurde die Fertigungstechnik des »Muldenbaus« angewendet. Die jeweiligen »Mulden«, die den verschiedenen Bau-Segmenten ihre spätere Außenkontur geben sollten, hatten dabei eine maximale Oberfläche von 45 m² pro Paneel.
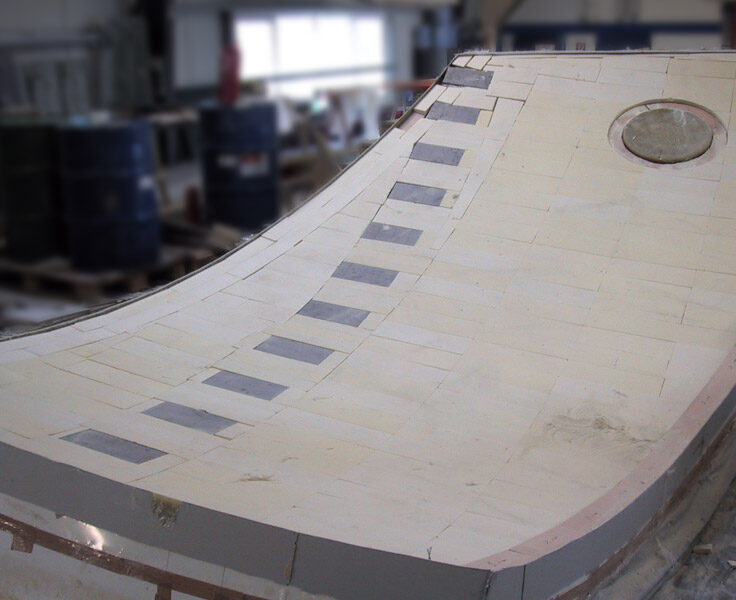
Zunächst wurde ein druckdichter, der jeweiligen Größe angepasster, Karton gefertigt und dessen Ränder nach einer vorgegebenen Geometrie ausgefräst. In den nach oben offenen Karton wurde eine spezielle Folie gezogen, die somit eine Mulde bildete. Anschließend wurde die Luft im Innenraum des Kartons mittels einer Vakuumpumpe evakuiert, so dass die Folie auf ein exakt vordefiniertes Maß gezogen werden konnte. Nun erfolgte ein Auftrag mit Gelcoat sowie die anschließende Beschichtung mit GFK und den Sandwichteilen. Abschließend entstand so ein dreidimensionales Bauteil mit einer Wandstärke von 200 mm, in dessen Innenstruktur bereits alle Kabelkanäle und Befestigungspunkte integriert waren.
Holzkonstruktion für Laminieren
Von der Ideenentwicklung über die Fertigung bis hin zur Anlieferung übernahm ACCENTFORM bei diesem Projekt alle notwendigen Arbeitsprozesse. Eine große Herausforderung bei der gesamten Produktion war es, die durchdringenden Zu- und Abluftrohre in die Paneele zu integrieren sowie die gestalterischen Überlappungen und die Verglasungen zwischen den einzelnen Segmenten zu berücksichtigen. Dabei war es wichtig, alle Anschlüsse sowie statische Aufnahmen an exakt vordefinierten Punkten in die dreidimensional gewölbten Segmente zu installieren. Was dabei heraus gekommen ist, kann sich wirklich sehen lassen – von außen wie von innen!
Betonschalungskörper für eine organisch geformte Betondecke
Ein wesentliches architektonisches Markenzeichen des spektakulären Neubaus des Frankfurter Städel-Museums ist ein großer unterirdischer Ausstellungssaal mit einer organisch geformten Decke. Sichtbar für den Besucher ist eine gigantische hügelige Wiese mit 195 kreisrunden Oberlichtern, durch die das Tageslicht hineingeleitet wird. Während der Dunkelheit strahlt die Beleuchtung des Ausstellungssaals durch die Oberlichter nach außen. Für diese architektonisch eindrucksvolle Deckengestaltung hat ACCENTFORM die Betonschalungsträger gefertigt.
Um die Decke des ca. 3.000 m² großen Ausstellungssaals in einer dreidimensional geformten Geometrie zu betonieren, benötigt man Betonschalungsträger, welche die Freiformfläche als Negativ-Formkörper abbilden. Somit produzierte ACCENTFORM 195 Schalungskörper. Die gewaltige Deckenfläche mit den immensen Höhenunterschieden stellte alle Beteiligten vor eine große Herausforderung. Das verantwortliche Bauunternehmen (Fa. ZÜBLIN) entschied daher, die Decke in fünf Abschnitten zu betonieren: vier rechteckige Abschnitte, die je eine Ecke des Ausstellungssaals abdecken sowie ein fünfter Abschnitt, der die mittige Fläche mit seiner markanten Hügelgeometrie einnimmt. Effizient und professionell: Die Aufteilung in diese fünf Betonierabschnitte ermöglichte, dass die Schalungsträger bis zu viermal wiederverwendet werden konnten. Weitere wichtige Kriterien bei der Herstellung der Betonschalungsträger, die aus einer gefrästen Ober- und einer standardisierten Unterkonstruktion bestehen, waren vor allem: günstigste Quadratmeterpreise, hohe Formgenauigkeit sowie glatte und druckfeste Oberflächen.
Zur Produktion der Schalungsträger
Die Unterkonstruktion besteht aus einer 2 cm dicken Dreischicht-Schalungsplatte, die mit je 10 Schalungsträgern (Typ VT20) verstärkt wird. Auf diese wurden anschließend CNC bearbeitete PS-Hartschaumblöcke (STYROPOR) aufgeklebt. Die Verwendung von PS-Hartschaum gewährleistet nicht nur Preisvorteile gegenüber anderen Materialien, sondern garantiert durch eine hohe Druckfestigkeit (200 KPa) auch einen sichtbaren Erfolg bei der Deckengestaltung. Zudem erwies sich der Einsatz eines Roboters (KUKA KR 150) bei der CNC-Fräsung der dreidimensionalen Oberfläche als äußerst wirtschaftlich.
Um eine gute Sichtbetonqualität zu gewährleisten und gleichzeitig eine hohe Druckfestigkeit der Oberfläche zu garantieren, musste der PS-Hartschaum professionell versiegelt werden. Hierzu wurde ein ca. 5 mm starkes GFK-Laminat aufgetragen, das anschließend egalisiert und mittels eines Topcoat-Auftrag versiegelt wurde. Diese Technik gewährleistet eine reproduzierbare glatte Oberfläche für alle nachfolgenden Schalungsölbehandlungen.
Alles aus einer Hand
Zeitnah, umfassend und leistungsstark: ACCENTFORM bietet seinen Auftraggebern durchdachten und zuverlässigen Rund-Um-Service aus einer Hand. Innerhalb von 3 Monaten wurden ca. 700 m³ STYROPOR und ca. 12.000 kg GFK verarbeitet. Trotzdem wog ein Betonschalungsträger, einschließlich Holz-Unterkonstruktion, nur 300–400 kg. Da aufgrund der Bauteilgröße ein Straßentransport nur als teurer Sondertransport möglich gewesen wäre, entschieden wir uns für eine Binnenschifflieferung. Mit einer Schiffsladung konnten auf diesem Weg bis zu 48 Segmente direkt an die Baustelle des am Main befindlichen Städel-Museums transportiert werden – effektiv, schnell und preiswert.
Beton in Form – Mit Schalungskörpern von ACCENTFORM
Bereits bei dem unterirdischen Teil des Ausbaus des Frankfurter Städel Museums baute ACCENTFORM im Jahr 2010 für die BBS Schalungsbau GmbH die Sonderformen für Deckenschalungen. Der Neubau des Städel- Museums besticht durch eine organisch geformte Deckengeometrie über eine Fläche von 2.000 m².
Bei der Schalung für die große Treppe, dem zentralen Zugang zu den neu geschaffenen unterirdischen Ausstellungsflächen, setzte die BBS Schalungsbau GmbH die enge Zusammenarbeit mit der ACCENTFORM GmbH fort.
Die organischen Wölbungen im Deckenbereich erinnern an die harmonischen Linienführungen von modernen Yachten. Die Treppenunterseite besticht durch den fließenden Übergang von einer Hohlform in eine ballige Formgebung. Alle Teile wurden in PS-Hartschaum vorgefräst und mit GFK ummantelt.
Formschönes, elegantes Dach, organisch geformt ohne Ecken und Kanten. Dieses Dach findet Verwendung bei einer großen FAST FOOD – Kette im Bereich des Drive-In. Dort werden Kunden vor Witterungseinflüssen bei der Vorbestellung geschützt. Die Dächer werden im Handlaminatverfahren hergestellt. Canopy-Dach wird in einer zweischalige Ausführung hergestellt und durch eine innenseitige, nicht sichtbare Spantenkonstruktion stabilisiert. Dadurch sind geringe Bauteildicken, Wandstärken realisiert worden.
Dach verfügt unterseits über eine Beleuchtung. Die Außenfläche wird im Sichtgelcoat RAL 9010) ausgeführt. Die Leichtigkeit des Bauteiles (ca. 40 kg) ermöglicht eine filigrane und leichte Tragkonstruktion.























































 Für die Bundesgartenschau in Koblenz (2011) produzierten wir diese ansehnlichen GFK-Pflanztröge. Durch die rumpfähnliche Form des Trogs und den dann darin verpflanzten Bäumchen, sollten so Assoziationen an Segelboote hervorgerufen werden. Die ebene Oberfläche wurde mit einer feinkörnigen, matten und granitfarbenen Steinoptik versehen.
Für die Bundesgartenschau in Koblenz (2011) produzierten wir diese ansehnlichen GFK-Pflanztröge. Durch die rumpfähnliche Form des Trogs und den dann darin verpflanzten Bäumchen, sollten so Assoziationen an Segelboote hervorgerufen werden. Die ebene Oberfläche wurde mit einer feinkörnigen, matten und granitfarbenen Steinoptik versehen.


 Für das Alfried Krupp Krankenhaus in Essen durften wir für die Gestaltung des Attriums einen Pflanzring aus glasfaserverstärktem Kunststoff (GFK) anfertigen.
Für das Alfried Krupp Krankenhaus in Essen durften wir für die Gestaltung des Attriums einen Pflanzring aus glasfaserverstärktem Kunststoff (GFK) anfertigen.