Herstellung von Domen, Kuppeln, Radom aller Größen
ACCENTFORM ist ein Spezialist für die Herstellung von Radom, großformatigen Kugeln, Projektionsdomen für Simulatoren oder Kuppeln

In einem Projektionsdomen werden Videoaufnahmen, Animationen oder Bilder auf die Innenseite der kugelförmigen Fläche (Kuppel, Kugelabschnitt, gekrümmter Screen) projiziert. Ein bekanntes Beispiel sind Planetarien. Für diesen Zweck muss die Oberfläche glatt und in weißer Farbe sein.
Ein Radom (Radarkuppel) ist eine geschlossene Hülle für Messungen oder Datenübertragungen. Diese schützt die Antennen und empfindlichen Messgeräte vor äußerlichen Witterungseinflüssen. Für die Herstellung solcher Objekte eignet sich das Material GFK und CFK hervorragend.
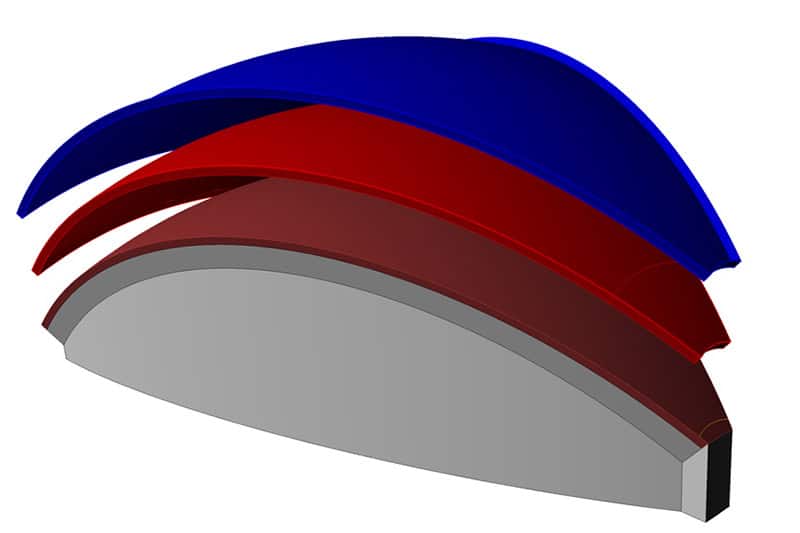
Grundsätzlich ist man bestrebt großformatige Segmente zu erzeugen, damit sich möglichst wenig Fugen und Nähte abzeichnen. Gleichzeitig wird durch eine großformatige Segmentierung die Montagezeit reduziert. Das Breitenmaß ist durch die gängige Transportbreite (LKW- Breite 2,5 m) begrenzt. Dadurch ergeben sich üblichen Oberflächengrößen von ca. 10 m².
Bevor ein Segment aus GFK oder CFK angefertigt werden kann, muss eine Produktionsform erstellt werden. Bedingt durch die dreidimensionale Geometrie ist es am sinnvollsten, wenn diese große Produktionsform einen stabilen Unterbau (Holz-Spantenbauweise) erhalten. Auf diesen Unterbau werden dann großformatige Blöcke aus STYROPOR aufgeklebt. Es ist ein sehr wirtschaftlicher Werkstoff und lässt sich sehr gut fräsen. Dennoch hat STYROPOR nach der Bearbeitung eine sehr schlechte Oberflächengüte und ist nicht druckfest. Deshalb wird der Styroporaufbau mit einem Untermaß von 12 mm abgefräst. Anschließend wird eine spezielle Epoxidpaste auf die vorgefräste Fläche aufgetragen. Diese Paste härtet innerhalb von 24 Stunden aus und wird anschließend auf das Sollmaß gefräst. Die so entstandene Oberflächen ist hart und kann durch Schleifen und Lackieren in einen endfertigen Zustand versetzt werden. Dadurch eignet sie sich als Produktionsform.
{kind=link}
Aus dieser großformatigen Produktionsform können dann die einzelnen Segmente für einen Domen abgeformt werden. Zuerst wird ein Gelcoat mit einer Schichtstärke von ca. 0,7 mm auf die Produktionsform aufgetragen. Anschließend wird der glasfaserverstärkte Kunststoff auflaminiert. Die Schichtstärken variieren je nach Anwendungsfall zwischen 4 – 8 mm. Wenn höhere Anforderungen an das Objekt gestellt werden (dynamischer Dom), wird ein Sandwichaufbau ausgeführt.
Die einzelnen Segmente eines Domen werden am Standort mittels Schraubverbindung am Flansch befestigt oder verklebt.
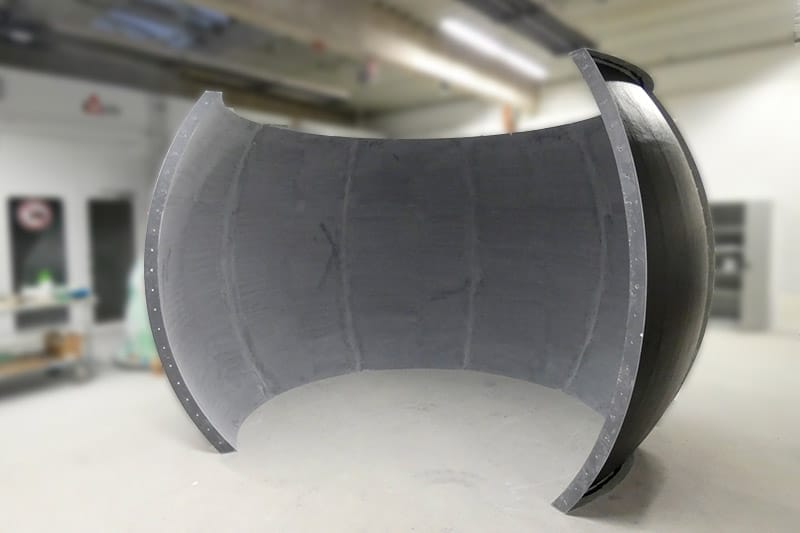
Bilder aus der Produktion:










Referenz Projektionsdome
Projektdetails zu der Herstellung von Domen, Kuppeln, Radom
Projektnummer
P20122
P18049
P19064
P17006