EPS steht für expandiertes Polystyrol und wird meistens als Styropor® bezeichnet. Das Material hat ein sehr leichtes Gewicht und lässt sich gut durch Fräsen, Sägen oder Heißdraht in die gewünschte Form bringen. Die Oberfläche von EPS/Styropor® ist offen und nicht beständig gegen Feuchte, sodass Objekte aus diesem Material ohne Beschichtung für den Außeneinsatz nicht geeignet sind. Styropor-Oberfläche lässt sich gut bemalen, beschichten oder kaschieren, womit sich ihre Haltbarkeit und Stabilität erhöht und die Einsatzmöglichkeiten erweitern. In der Regel werden Styropor- und Hardschaummodelle zur weiteren Oberflächenbeschichtung durch GFK/CFK im Handlaminat Verfahren oder Speziallackierungen bestimmt. In der folgenden Tabelle stellen wir Ihnen einige Möglichkeiten der Oberflächenbeschichtung mit ihren Vor-und Nachteilen vor.
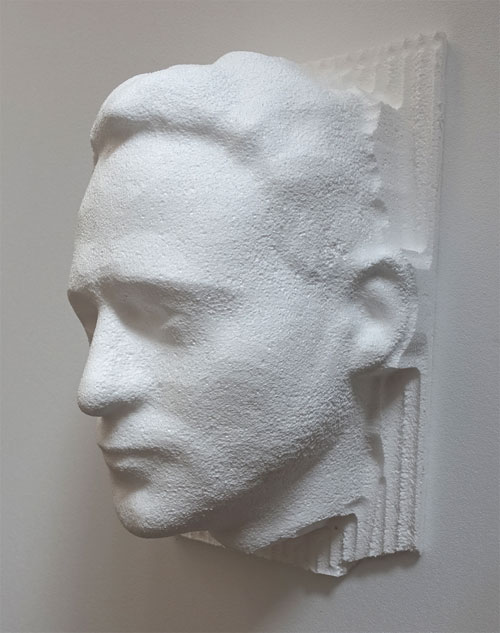 |
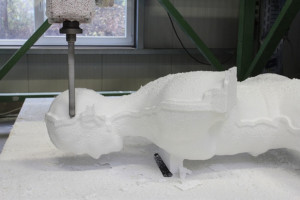
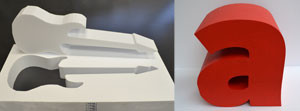
Styropor-Objekt ohne BeschichtungDas gewünschte Objekt wird maschinell nach 3D Daten gefräst und die Styropor-Oberfläche unbeschichtet beibehalten. Diese Variante ist kostengünstig, dennoch für Außenbereich und wiederholte Verwendung nicht gut geeignet.
|
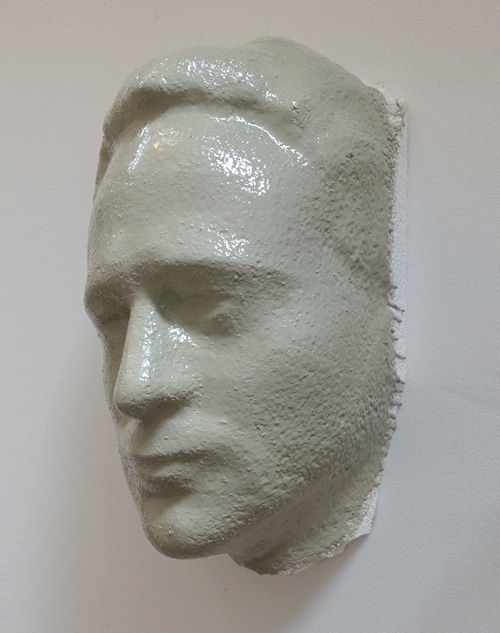 |
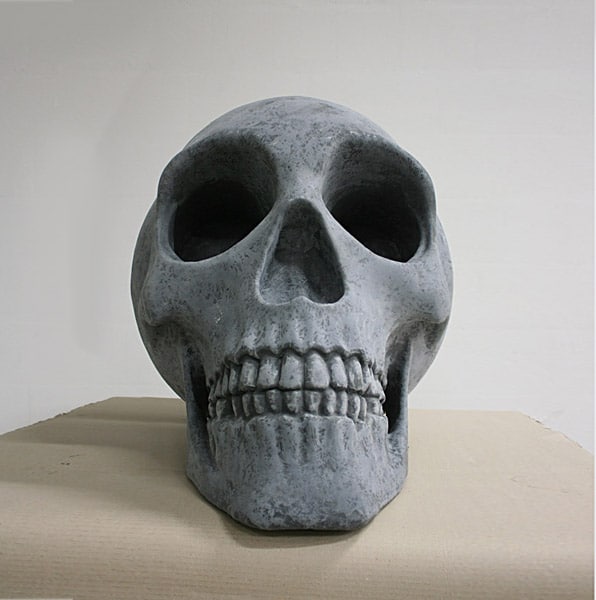
Beschichtung PolyurethanDas Objekt wird mit einer 2-komponentigen und lösemittelfreien Polyurethan Beschichtung versehen. Die Beschichtung ist sehr UV-lichtstabil, hochglänzend, schnelltrocknend und in RAL & NCS erhältlich. Diese einzigartige Beschichtung ist farbecht und wird bei Innen- und Außenanwendungen eingesetzt.
|
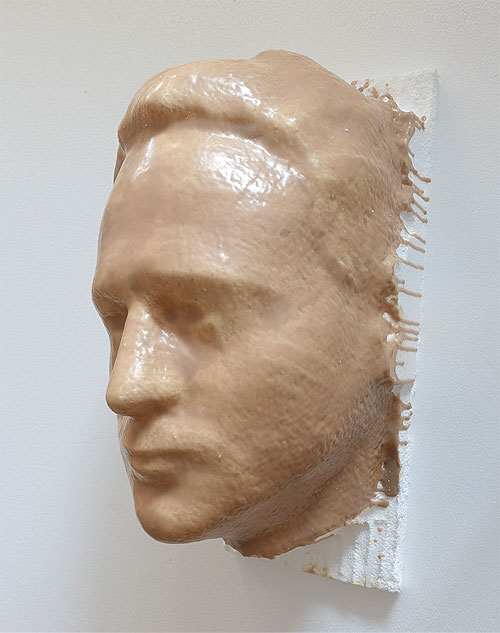 |
Beschichtung EpoxidharzDas Objekt wird mit einem Epoxidharz übergossen. Das Material kann vergossen oder über diverse Oberflächen gestrichen bzw. gespachtelt werden. Nach einigen Stunden härtet das Material zu einem sehr harten und belastbaren Kunststoff, der sich gut schleifen und lackieren lässt. Es ist gemäß DIN 4102 B1 als schwerentflammbar eingestuft und ist für den Einsatz im Innen-und Außenbereich bedenkenlos geeignet.
|
 |
Beschichtung Gieß-LaminiersystemDas Objekt wird mit einem flüssigen 2-Komponenten-Gieß- und Laminiersystem beschichtet. Es besteht aus einer Kombination von flüssigem Acrylharz auf Wasserbasis und Mineralpulver. Durch Variation der verwendeten Basismaterialien entstehen Werkstoffe mit unterschiedlichsten Eigenschaften. Das Material härtet ohne Schwund unter geringer Wärmeentwicklung aus. Im Schicht- bzw. Laminierverfahren mit Glasfasergelege können leichte, dünne und sehr feste Laminate hergestellt werden.
|
 |
Beschichtung Haftprimer/Füllfarbe/Pinsel mit StrukturDas Objekt wird mit einer Grundierung/Haftprimer auf der Basis von Acryl Copolymer versehen. Anschließend wird mit dem Pinsel Füllfarbe aufgetragen. Füllfarbe ist eine wasserverdünnbare Acrylfarbe mit sehr hohem Feststoffanteil und extrem hoher Füllkraft. Durch geeignete Werkzeuge wird der Oberfläche eine Struktur verliehen und anschließend mit einer Metallic-Lackierung versehen.
|
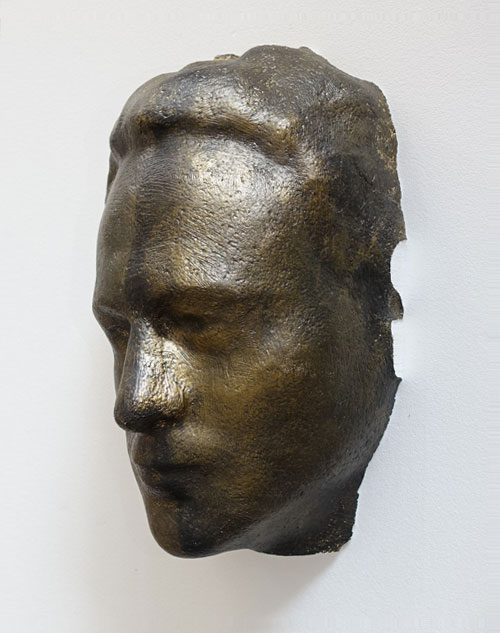 |
Beschichtung Haftprimer/Füllfarbe/Pinsel ohne StrukturDas Objekt wird mit einer Grundierung/Haftprimer auf der Basis von Acryl Copolymer versehen. Anschließend wird mit dem Pinsel Füllfarbe glatt aufgetragen. Füllfarbe ist eine wasserverdünnbare Acrylfarbe mit sehr hohem Feststoffanteil und extrem hoher Füllkraft. Zum Schluss wird eine entsprechende Metallic-Lackierung gestrichen.
|
 |
Beschichtung Haftprimer mit PistoleDas Objekt wird mit einer Grundierung/Haftprimer auf der Basis von Acryl Copolymer versehen. Die Grundierung wird mit einer Pistole aufgetragen und anschließend mit einer Metallic-Lackierung versehen.
|
 |
Beschichtung mit GFK (Glasfaserkunststoff)Das Objekt wird zunächst mit einer lösungsmittelfreien zweikomponentigen Beschichtungsmasse auf Polyurethan-Basis angestrichen. Anschließend mit mehreren Schichten Glasfaser im Harz getränkt von Hand (Handlaminat-Verfahren) schichtweise bedeckt. Nach dem Aushärten wird die Oberfläche, geschliffen, gespachtelt und mit nach Belieben lackiert. Diese Oberfläche ist besonders glatt, fest und witterungsbeständig.
|
 |
Beschichtung mit PolyureaDer Werkstoff Polyurea besticht durch seine Eigenschaften der Flexibilität, Verschleißfestigkeit, Wasser-und Witterungsbeständigkeit, sowie einer sehr gute Chemikalienbeständigkeit. Das zweikomponentige Polyurea-System reagiert in der Regel sehr schnell, daher wird dieser Werkstoff grundsätzlich maschinell mit 2K-Mischanlagen verarbeitet. mehr lesen
|







Weitere Beschichtungsmöglichkeiten, die hier nicht gelistet sind, können Sie gerne bei uns telefonisch unter 05721 93708 – 0 oder per E-Mail: erfragen. Wir beraten Sie gerne individuell nach Ihren Bedürfnissen.
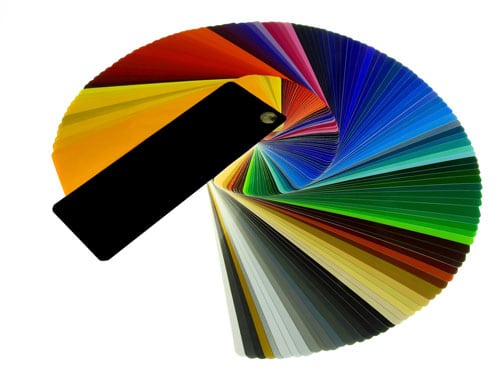
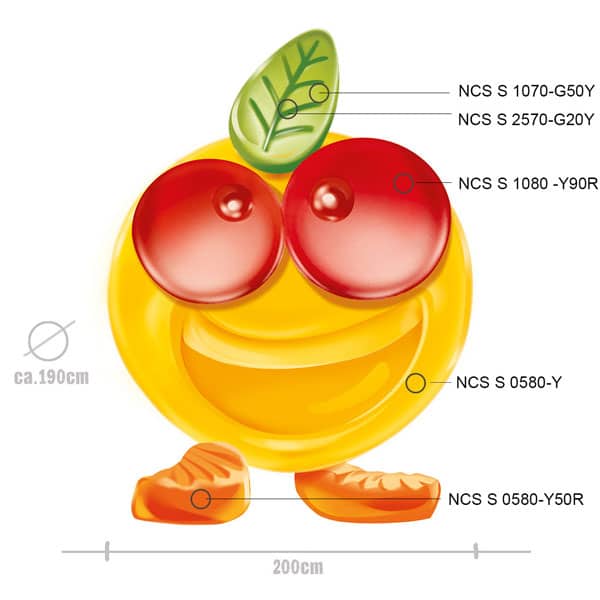
Die finale Gestaltung der Oberfläche erfolgt nach Ihren Wünschen und Farbvorgaben.
Zur Auswahl steht die gesamte Farbpalette der RAL-Farben bis hin zu metallischen Effektlacken.
Die Qualität und Kosten einer Lackierung variieren jedoch erheblich. Um die optimale Beschichtung und Lackierung anzuwenden, sollte vorab der Einsatzort und der Zweck Ihres Objektes bedacht werden.
Wir freuen uns auf Ihre Anfrage!
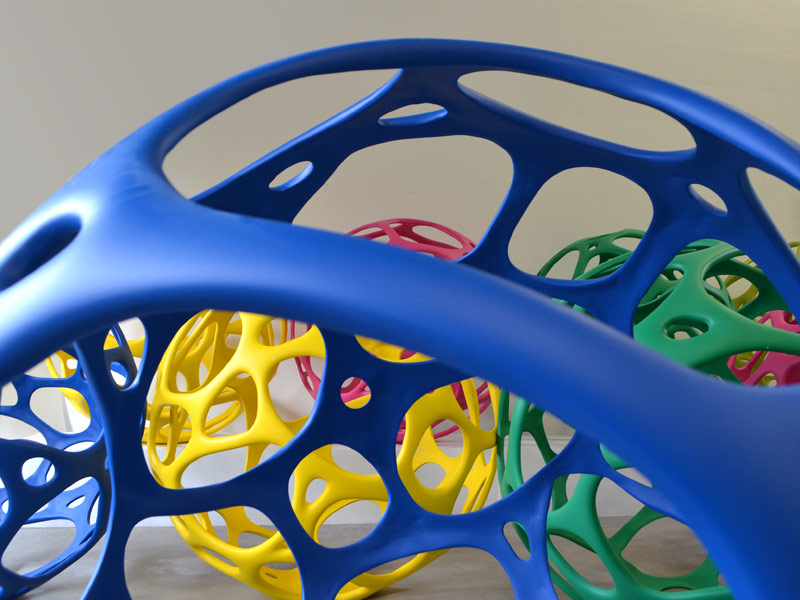
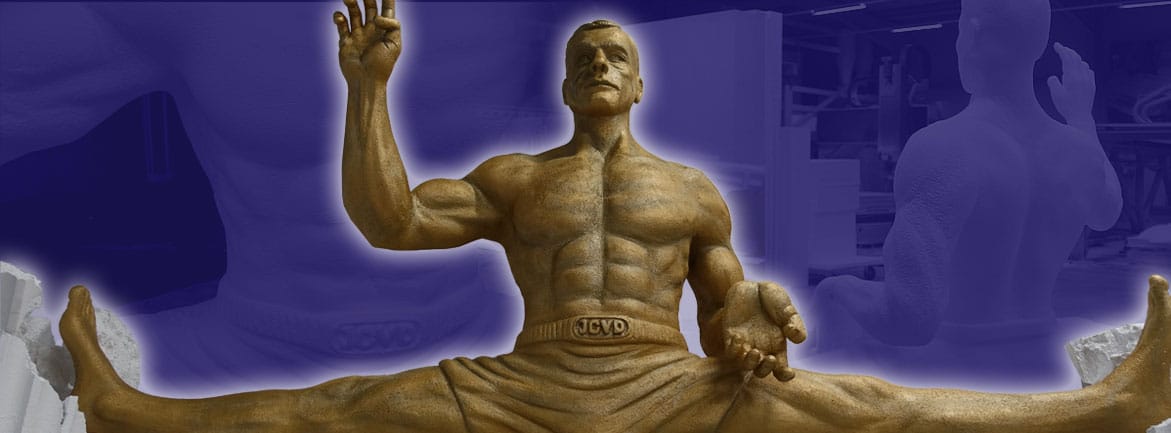
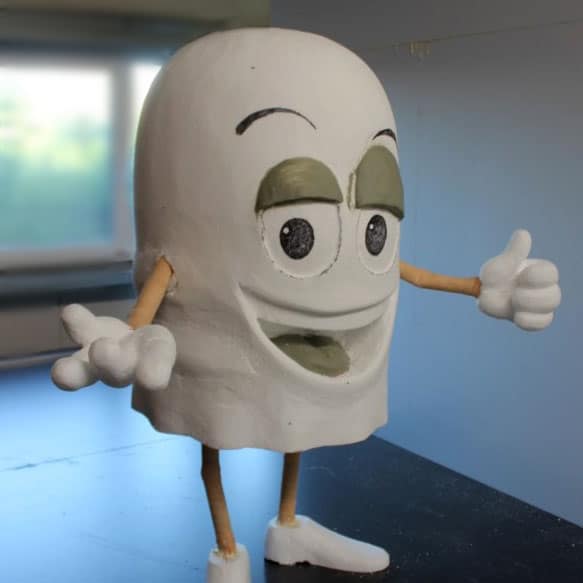
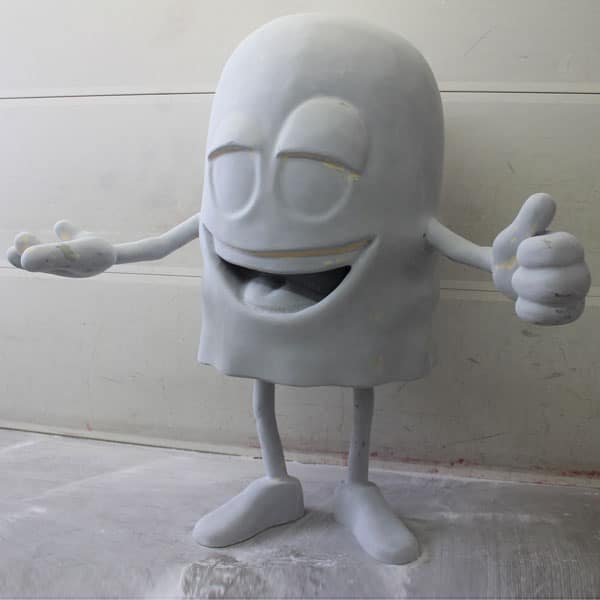
Beispielprojekte aus Styropor nach der Oberflächenbeschichtung:










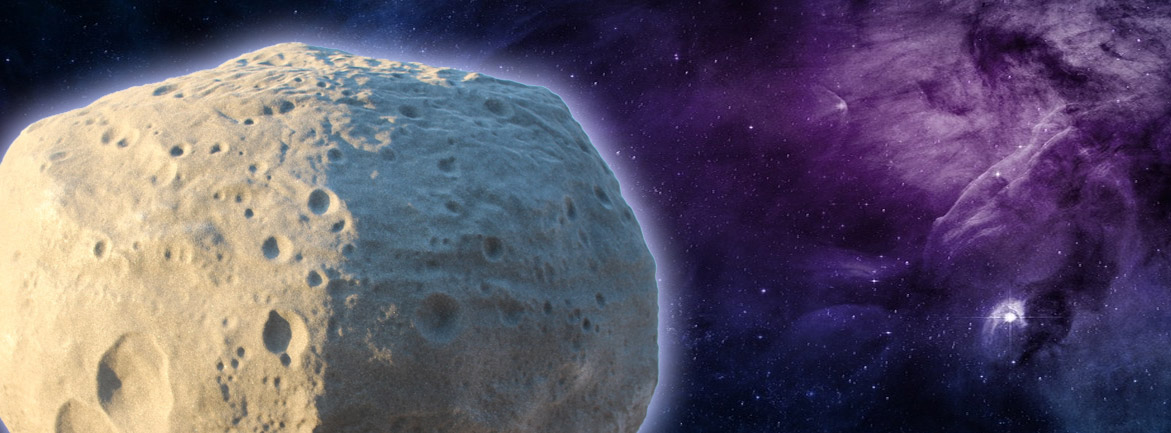













































































 Mit der Beauftragung des Baus von insgesamt 24 bionisch geformten Kugeln war die Herausforderung geboren, innerhalb von 17 Werktagen das fast Unmögliche zu schaffen. Denn bei der Herangehensweise der Fertigung mussten folgende Besonderheiten durchdacht werden:
Mit der Beauftragung des Baus von insgesamt 24 bionisch geformten Kugeln war die Herausforderung geboren, innerhalb von 17 Werktagen das fast Unmögliche zu schaffen. Denn bei der Herangehensweise der Fertigung mussten folgende Besonderheiten durchdacht werden: