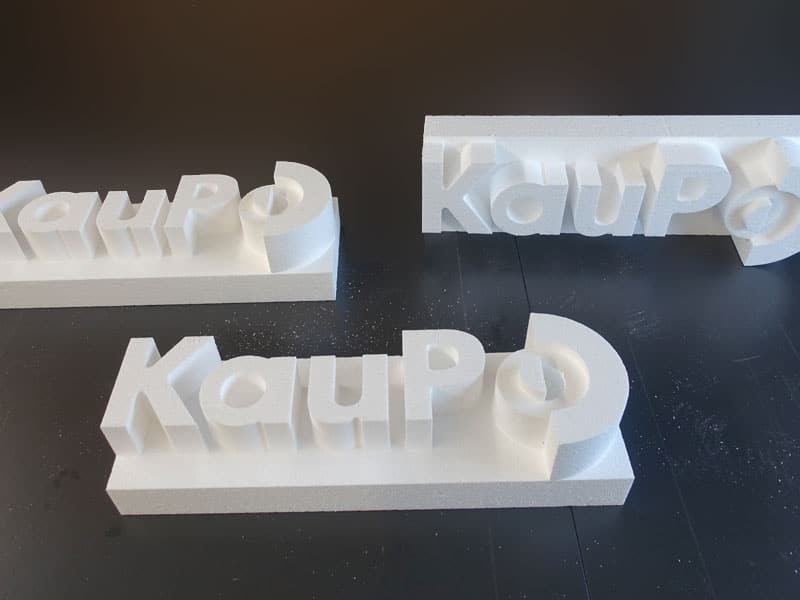
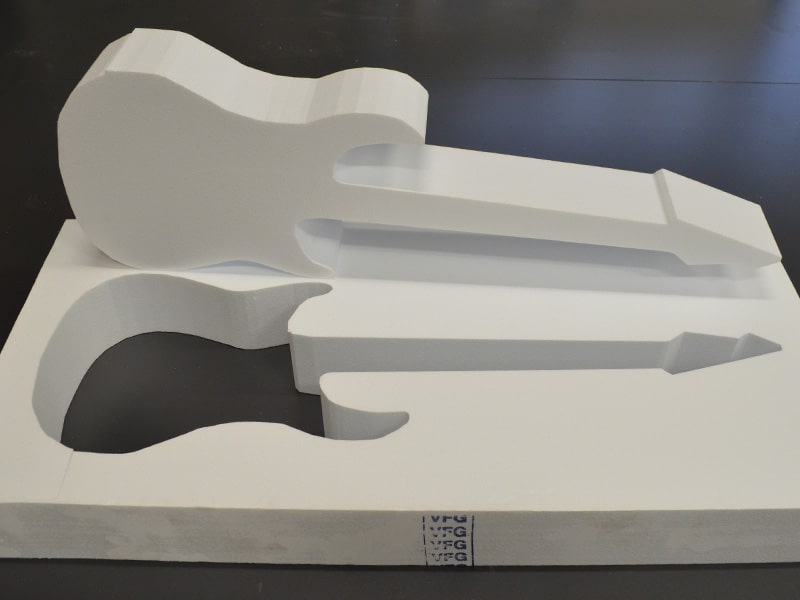
Preferably 3D objects and contour cuts such as letters and logos made of Styrofoam, Styrodur or EPP are cut via a CNC-controlled hot wire cutting machine. The cut is made by a hot wire that moves vertically. With special computer programs it is possible to produce any desired shape according to customer requirements.
Mr & Mrs aus Styropor
Schriftzug HEIMAT aus Styropor, 2m hoch
Styropor Buchstaben
Logo aus Styropor mit Heißdraht geschnitten
X- (Logo Cinemaxx)
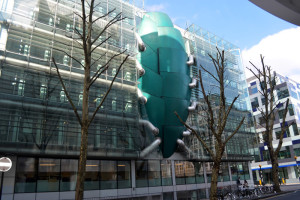
XXL Hand, mit Heißdraht geschnitten, farbig beschichtet
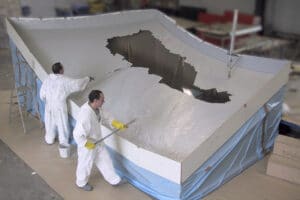
The final surface design is decisive for the overall effect of an object. Depending on the customer’s wishes, we are able to design the surfaces of the GRP and Styrofoam models in a variety of ways using a wide range of processes. The custom-made objects and models up to a size of 8×5 m are painted in our two painting cabins with heat recovery. For oversized objects and figures, a scaffold is erected under which the painting work can be carried out in a protected manner.
We serve a wide range of customer wishes: from single-color surfaces according to RAL specifications, to pattern and shading, to artistic finishes. Depending on the desired effect, we use spray paint, airbrush, graffiti or even a paintbrush with an
artistic handwriting is used. For certain motifs, such as globes or the application of logos, we offer the foiling of the surface. We can even apply special coatings, e.g. with fluorescent colors or mirrored/chrome-plated surfaces, if required.
The material polyurea impresses with its properties of flexibility, wear resistance, water and weather resistance, as well as very good chemical resistance. The two-component polyurea system usually reacts very quickly, which is why this material is always processed mechanically with 2K-mixing equipment. Pot times are in the range of seconds.
Polyurea is used for coating swimming pools, renovation of large roof surfaces, wear protection in gravel works and many other areas. At ACCENTFORM we use the advantages of this material for efficient coating of large-sized figures and objects. Usually we mill large-sized objects from EPS (STYROPOR). However, these objects would not be weather resistant, cannot be painted and have poor compressive strength. By coating with a polyurea hotcoat, a layer of about 2-3 mm is usually applied to the objects. This layer thickness is sufficient to give the objects an impact-resistant surface. The two-component polyurea system is heated to 80° in a machine beforehand and applied to the objects with a high discharge rate. Due to the very fast reaction, the material hardens in fractions of a second. Due to the rapid curing, the heated material has hardly any time to spread evenly over the surface of the object, because curing starts immediately. This results in basically a visible spray structure in the case of a polyurea hotcoat coating. Immediately after the application of the polyurea layer, a primer is often applied to the objects to ensure good adhesion for a subsequent surface coating. Because a polyurea coating usually offers a high level of wear protection, it would be very tedious to smooth the textured surface by sanding. The orange peel-like spray structure gives natural objects, such as animals and plants, an authentic surface. If a paint finish with a matte gloss level is used at the end, everything has been done right.
Fiber spraying represents an automation and further development of the laminating process. In this process, a mixture of cut fibers (roving) and resin is injected into the open mold by means of a spray gun. Before the resin cures, it is compacted and deaerated with a roller – similar to hand lamination.
Fiber spraying is frequently used in the production of predominantly large-area series parts made of GRP (e.g. boat parts, swimming pools, catch basins, tanks). A major advantage of this technology compared to hand lay-up processes is a lower craft content and a high material yield.
Video-Fiber spraying:
By loading the video you accept the Privacy Policy of YouTube. Read more
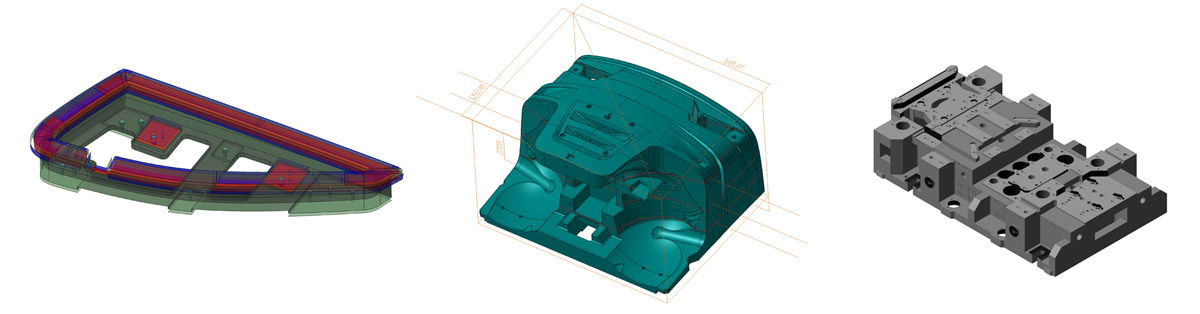
The increasing demands in model making can no longer be met by manual labor alone. CNC machines (Computerized Numerical Control) are high-performance machine tools that produce a product or shape by machining, forming, removing materials from a blank. Through the use of modern control technology, this production area automated and perfected. As a result, it is possible to produce models and complex shapes with high precision. The main technologies of CNC machining are turning and milling. In addition to lathes and milling machines, there are many other CNC-controlled technologies, such as grinding, laser cutting, water jet cutting, punching, etc.
In our CNC machining center, we mill foundry patterns, tools, design models and figures from Styrofoam or other rigid foams, such as PUR, PE etc. With modern high-performance milling centers and innovative CAD/CAM systems, ACCENTFORM meets all customer requirements.
With our CAD/CAM programs we are able to use and process all common data formats.
By loading the video you accept the Privacy Policy of YouTube. Read more
The plastics industry can also rely on the versatile possibilities of wood and the wood materials do not do without. Whether hardboard, KVH structural timber, plywood, chipboard raw or coated; all these materials are used according to their good properties in our joinery department for various applications.
A fixture made of wood is needed often and at different stages of FRP production:
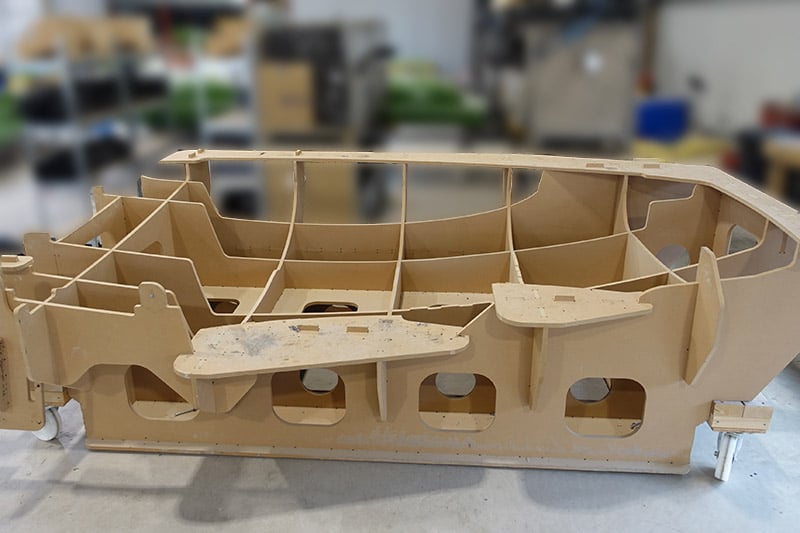
Mold and model making – for large-scale, geometric objects, e.g. in the field of
Architecture or exhibition stands, the molds for laminating are made of wood
Assembly jig in series production – in the production of the GRP series parts, for example, body parts are placed in a custom-made assembly jig made of wood for stabilization and are equipped and assembled with supplementary elements
Reinforcement for shapes – for large-sized objects, the plastic sculptures are sometimes reinforced from the inside and remain bent on the inside
Customized wooden platforms for large GRP plastics
Packaging boxes made of plywood are used for transporting fragile objects up to a Size made from approx 2,5m x 2,5m
Transport racks, transport rollers, large-sized pallets – are needed for the transport of GRP sculptures and serial products.
Transport securing – when transporting the GRP objects in XXL format, it is often necessary to use an additional wooden structure for stabilization during transport.
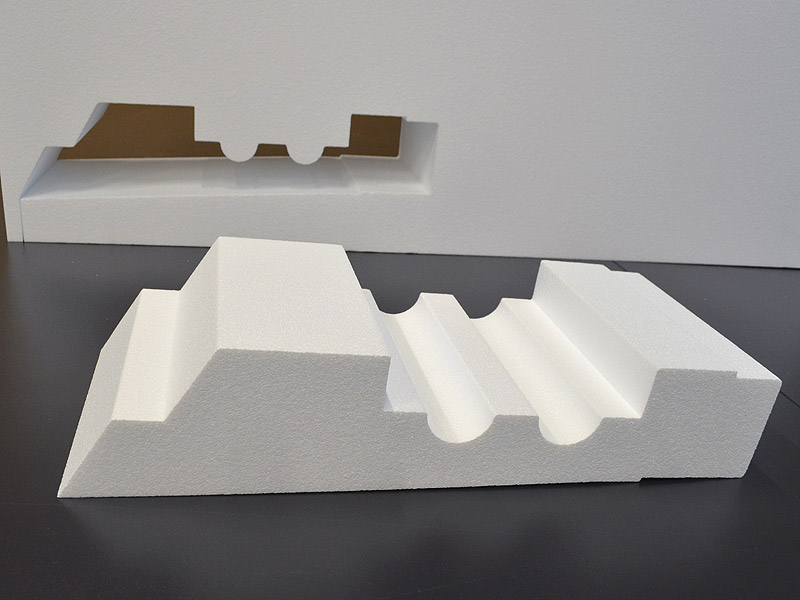
Styrofoam CNC milling is particularly well suited for large models. With modern high-performance milling centers and innovative CAD/CAM systems, Styrofoam can be processed in different material densities. Depending on customer requirements, computer-controlled various foundry models up to m 5length and m3 width are manufactured. By segmenting and later assembling, models in almost all dimensions can be produced. Larger models are manufactured from individual parts and reassembled precisely and accurately for casting or further processing. After milling, the styrofoam models are still reworked or ground.
Styrofoam machining is our daily business. Our CNC 3D portal milling machines have machining space up to X-5,000mm, Y-2.500 mm, Z-1,250mm.
Fräsen mit Styrotec ST 15
Autoreifen werden gefräst
The head of the giant is milled
HOT WIRE CUTTING
Über eine CNC-gesteuerte Heißdrahtschneideanlage werden vorzugsweise 3D Objekte und Konturenschnitte wie Buchstaben und Logos aus Styropor, Styrodur oder EPP zugeschnitten. Den Schnitt führt ein heißer Draht durch, der sich vertikal bewegt. Mit speziellen Computerprogrammen ist es Möglich jede gewünschte Form nach Kundenwunsch herzustellen.
In the infusion process, the dry reinforcing material is placed in a negative mold coated with release agents. Only synthetic resin or metal tools (molds) are used in this process. In the next step, a plastic film is placed over the edge for sealing attached to the mold and a vacuum is created. With the help of vacuum, the resin is drawn into the reinforcing material between the mold and the film and does not come into contact with the ambient air. Negative pressure through the cavity is used to initiate and promote flow of the resin and allow uniform impregnation of the fiber fabrics. Curing occurs at room temperature and takes several hours. After the resin has cured, the plastic film is removed and disposed of.
Vacuum infusion produces fiber composite parts with a smooth front and a slightly wavy back. The process is well suited for small series production.
When creating large-format models or tools, the greatest challenge is to achieve an optimum surface finish. Small objects are usually made from PU block materials, i.e. semi-finished products. For objects larger than 1 m², as well as having a three-dimensional geometry (for example, spherical shape), one quickly reaches physical and financial limits. The costs for the modeling block materials, as well as the raw part weight, increase enormously. In addition, there are considerable expenses for gluing the modeling plates together and subsequently milling off the excess material.
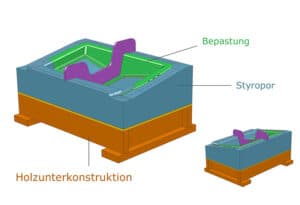
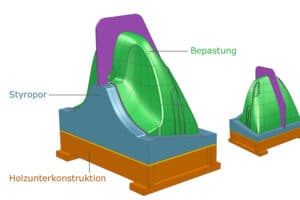
A highly efficient solution here is bepasting for large-format models and molds. First, a stable wooden structure is made onto which large-format polystyrene blocks are glued. Then the desired component geometry is 10milled out to an undersize of approx. mm using special STYROPOR milling tools. This is followed by the actual paste application.
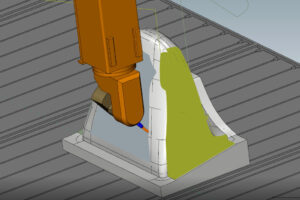
Paste application The material is mixed homogeneously without air bubbles and applied to the object in a thixotropic state by means of a high-performance K2 mixing unit. The RenPaste™ or4666 RenPaste™ 4503-1 paste used by us makes it possible to apply seamlessly not only to horizontal surfaces but also to vertical or overhead surfaces.
The paste is odorless and cures emission-free within hours24 under room temperature. The cured material is easy to machine, chip formation is excellent and almost dust-free. The milling waste does not require monitoring and can be disposed of as household waste.
ACCENTFORM coats and machines object dimensions up to 10.000 x 4.500 x 2.000 in a clamping.
LOAN PASTING
The creation of seamless surfaces of large-format objects requires routine and a continuous workload in order to be economically viable. If there is a discontinuous demand for the keying of large-format models and molds, ACCENTFORM offers the possibility of contract keying. The customer can take advantage of this service at our Nienstädt facility or have our experienced team perform in-house keying. The in-house keying is gladly accepted for objects, where an increased secrecy (automotive, etc.) is required.
This service is oriented to the short-term and flexible scheduling needs of our customers. A lead time of about a week is desirable, the max. distance should not exceed km300 from our premises.
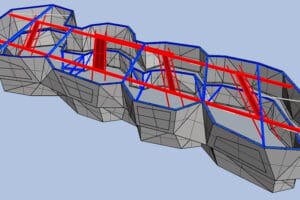
CAD-Modell
Bepastung
Bepastetes Modell
CNC-Fräsen
CNC-Fräsen
Oberflächenfinish
Positivmodell
By loading the video you accept the Privacy Policy of YouTube. Read more
In this process, the reinforcing material is first placed in the mold. In a further step, the mold is closed with a counter mold. Liquid resin is then injected into the closed mold under pressure.
Products made by RTM process have very high surface quality on both sides. The components have a homogeneous, smooth high-density structure and the best possible mechanical properties. The surface can be further improved by applying a gelcoat into the mold.
ACCENTFORM manufactures special products made of glass-fiber reinforced plastic (GRP) for industrial customers and wholesale customers in the automotive sector: from spare parts for car bodies to complex body tuning parts or trim for commercial vehicles to complete body series.
The RTM process offers the advantage of a finely structured breakdown of the work content thanks to its production structure. This makes it possible to train employees quickly and safely in the individual production steps. This ensures a reliable production process and high flexibility in the output quantity.
After the trimming necessary for the process – which at ACCENTFORM is carried out by a robot – reinforcing and adaptation parts are bonded to the body parts on the inside. To ensure a permanent and secure adhesive bond, the KTL-coated metal parts bonded by means of a 2K MMA adhesive.
The GRP surfaces up to a size of 2,0 x 3.5m can be produced in quantities of over 250 units per year using the conventional RTM process. The photo gallery and our video provide a good overview of the individual production steps from cutting the glass fiber mat, through RTM injection and assembly of the components, to delivery of the GRP cladding.
Manufacturing in the RTM process in pictures:
Zuschnitt Glasmate
Lackierkabine – Gelcoat spritzen
Einlegen des Glasmattenzuschnittes
Verschließen der Form
Anschließen der Vakuumtechnik
RTM – Injektion
Roboterbeschnitt
Montage und Prüfen
Oberflächenfinish – Polieren
Auslieferung – Transport
Video RTM:
By loading the video you accept the Privacy Policy of YouTube. Read more